警告
これは、古いバージョンのドキュメントです。 最新の情報をご覧になりたい場合は、次をご覧ください。 2025.11 .1.プラットフォームの振動の調整
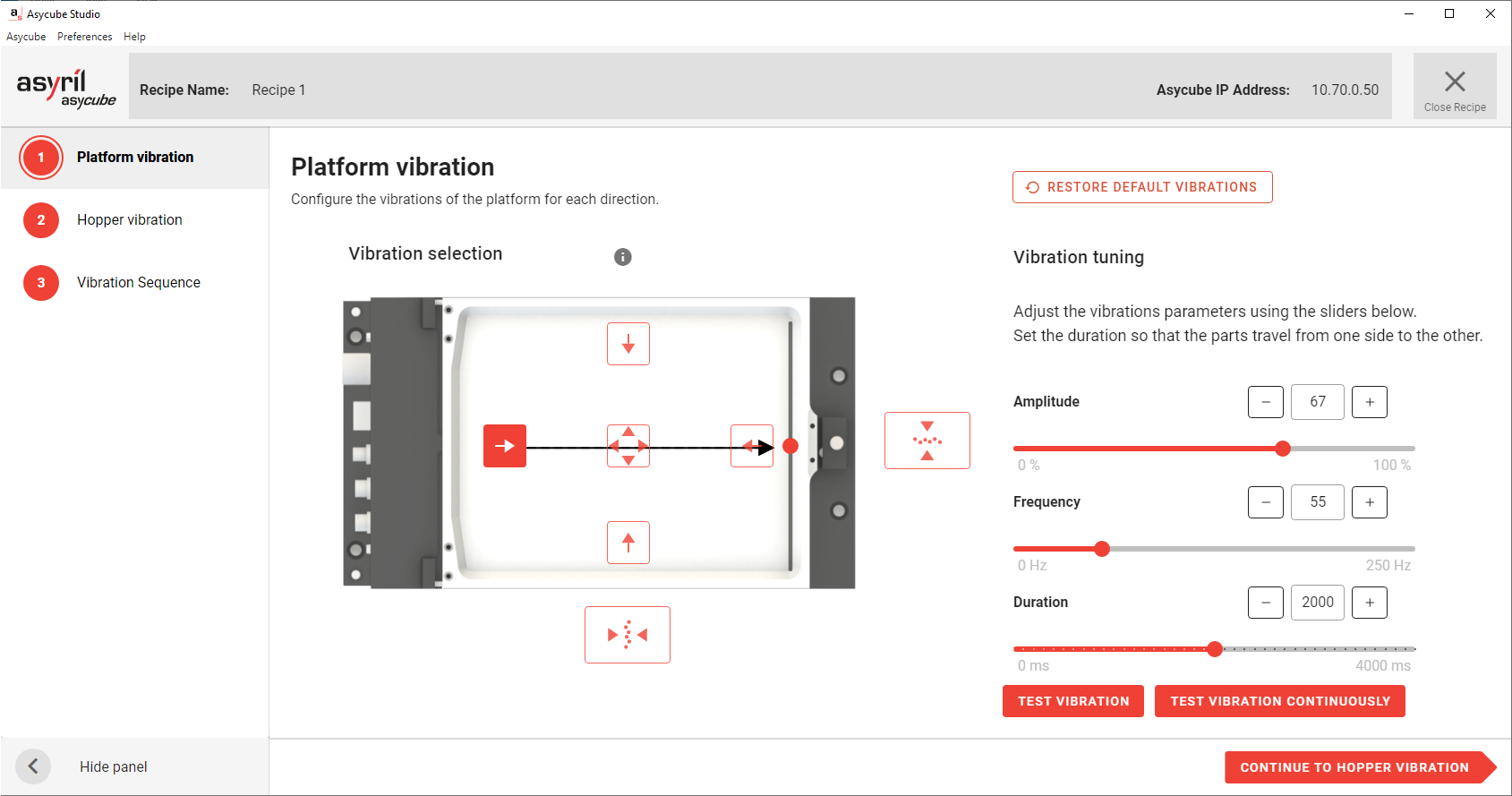
図 93 【レシピウィザード】プラットフォームの振動
下のように、アジキューブの型式によって、5種類または7種類の振動を正しく設定してください。
【アシキューブ全機種に共通の5種類の標準振動】 左
 、右
、右  、後方
、後方  、前方
、前方  、反転
、反転 
【Asycube 240/380/530 用の2種類のセンタリング振動】 クロスセンタリング(交差中央寄せ)
 、ロングセンタリング(長軸中央寄せ)
、ロングセンタリング(長軸中央寄せ) 
振幅、周波数、持続時間の調整
各々の振動は、対応する振動アイコンをクリックして、ウィンドウの右側に表示しているパラメータをスライドしながら調整してください。
1.振幅と周波数
各振動に対して、最適な振幅と周波数を定義します。チューニングをテストするには、 ボタンをクリックしてください。また、連続モード を使用すると、選択した振動の実行中に振幅や周波数を調整することができ、終了したら ボタンを押して、振動をを停止してください。
【反転振動】 アジキューブ上で、パーツの向きを反転させることができるように振幅と周波数に設定します。振幅を大きくすると、パーツが高く跳ねるようになります。
【その他の振動】 最適な振幅と周波数により、パーツが速くスムーズに分散します。
ヒント
反転 、 交差中央寄せ 、 長軸中央寄せ 以外のその他のプラットフォームの振動は、通常、同じ周波数を適用します。一度プラットフォーム上で最適な周波数が見つかったら、他の変位に対しても同じ周波数を適用できます。
ヒント
各種アジキューブには、チューニングの出発点として最適な初期設定のパラメータが用意されています。まずは初期設定の振幅と周波数でお試しいただき、状況を観察してからこれらのパラメータを再度調整してください。
注釈
【高エネルギーモード】 Asycube 50/80 では、高エネルギーモードを使用すると、各振動の垂直方向の振幅を大きくすることができます。このモードは、穴の開いた特定のプレート上のパーツを移動させたり、かなり大きなパーツを反転させたりする場合に特に有効です。
2.持続時間
パーツの広がりに最適な振幅と周波数を設定したら、次は、パーツがアジキューブの端から端までの移動にかかる時間を設定します。
標準振動(フリップを除く)
振動の反対側にパーツを置き、 をクリックして振動を開始します。パーツがアジキューブの反対側に到達すると、アジキューブの振動は停止するはずです。そうでない場合は、そうなるまで持続時間を適宜調整してください。
センタリング振動
パーツの半分ずつをセンタリングラインの両側に置き、 をクリックして振動を開始します。パーツがアジキューブの中央に到達した時点でアジキューブの振動が停止するように、持続時間を調整します。
重要
【スマートセンタリング】 各方向ごとに正しい振動の持続時間を設定することが重要です。このパラメータは、自動運転中にパーツを分散する際に参照にしてください(振動シーケンスの スマートセンタリング を参照)。
注釈
初期設定の振動条件を復元したい場合は、 をクリックしてください。
振動方向の調整
パーツが全く希望通りの方向に移動しない場合は、サイドに表示されるスライダーで移動誤差を補正することができます。
補正なしで振動をスタートし、パーツの移動方向を観察します。
方向が予想と異なる場合は、スライダーを動かして反対方向にオフセットを追加します。例えば、振動の最後に、前方にしか動かないはずのパーツが左側に移動した場合、完全に前方に移動するために右側にオフセットを追加する必要があります( 図 94 の左図を参照してください)。
補正が想定通りの結果になったかどうかを確認するために、再度振動させます。想定通りの方向になるまで、矢印を調整してください。
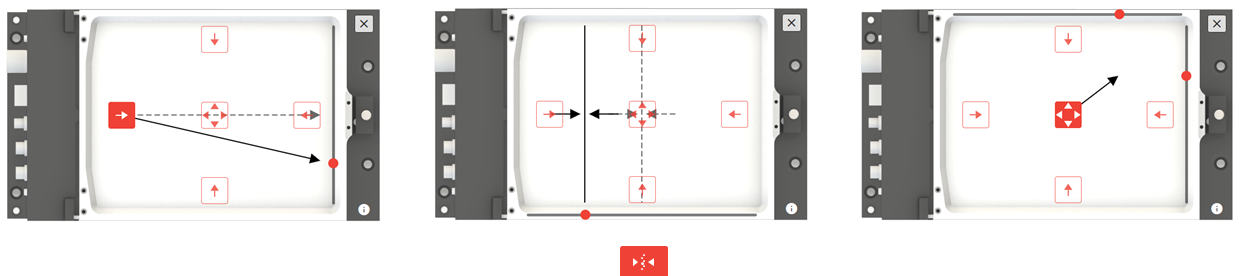
図 94 振動補正
重要
方向を適切に調整することで、自動運転時に部品がサイドや隅に集まってしまうことを防ぐことができます。これらの方向を丁寧に調整することは重要です。
パージシステム(排出)
万が一、システムにアジリル製のパージシステムが 装備 されていて 有効 であれば、このページに追加ボタンが表示され、パージフラップを開いたり閉じたりすることができます。これにより、パーツが実際にプレートから出るように振動を調整することができます。
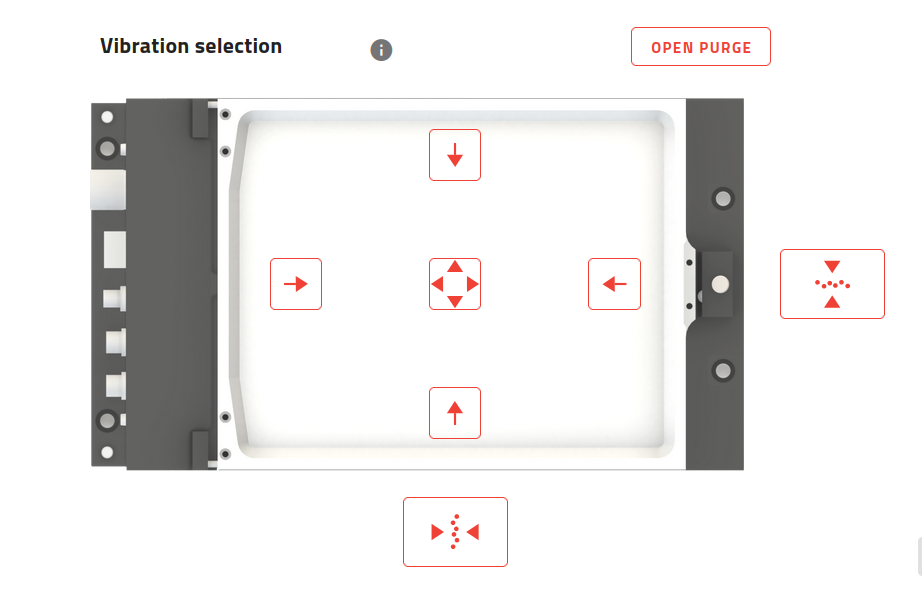
重要
フラップが開いているときは、アジキューブをフラップ側の方向にのみ振動させるようにしてください。それ以外の振動を使うと、パージアクチュエータが破損する恐れがあります。