警告
これは、古いバージョンのドキュメントです。 最新の情報をご覧になりたい場合は、次をご覧ください 2025.11 .3.振動シーケンス
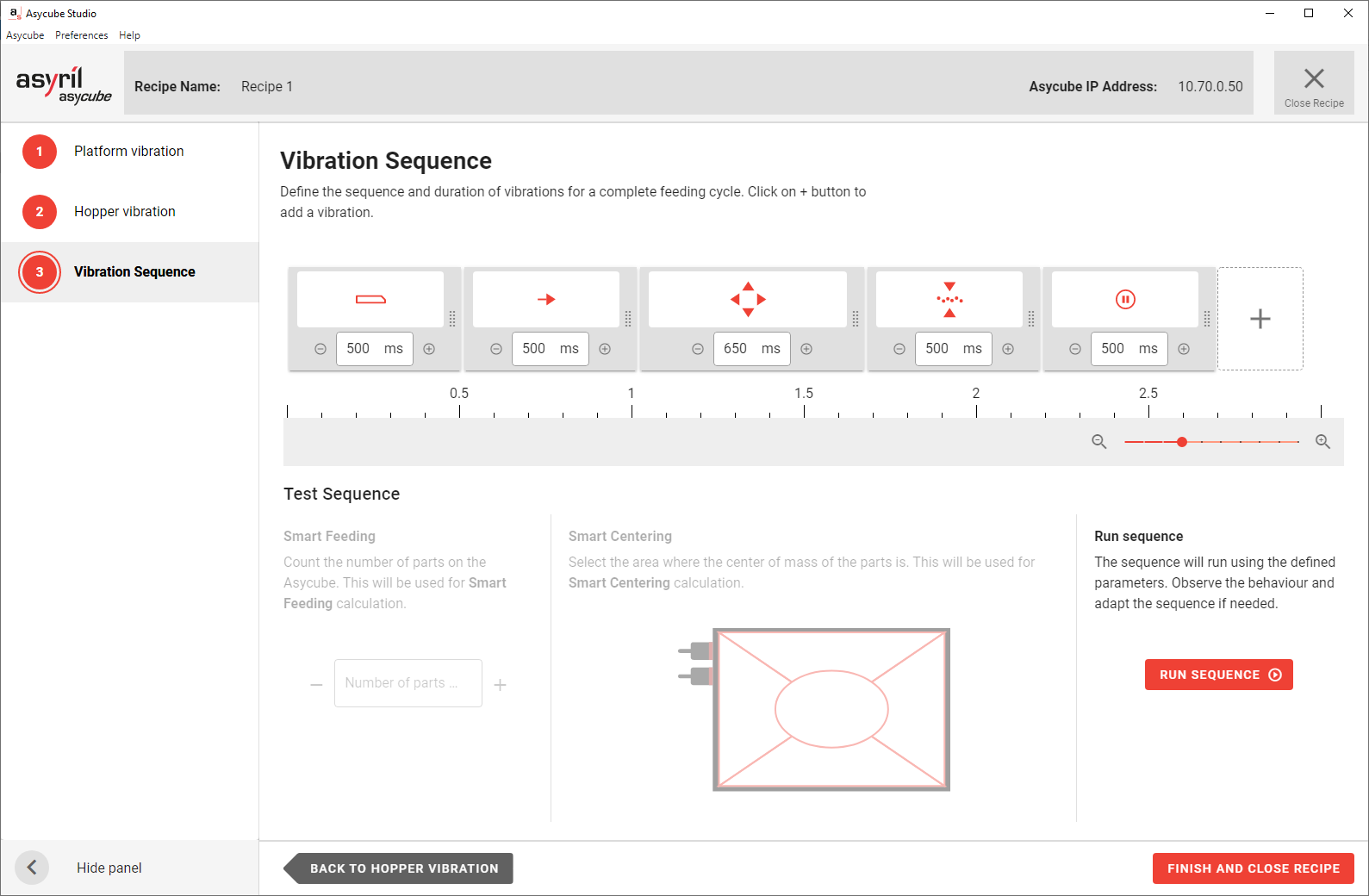
図 97 【レシピウィザード】振動シーケンス
The vibration sequence is the sequence that is executed each time the command ES - Execute sequence is sent to the Asycube. A typical sequence is most of the time composed of:
【供給動作】 アジキューブ上のパーツ数が最適量に近づくようにします。
【センタリング動作】 パーツをアジキューブの中央へ寄せます。
【フリップ】 パーツ間の接触が多くなりすぎるのを避けるために、フリップによりパーツを分散します。
【待ち時間】 振動を実行した後に、パーツが静停するまで待ちます。
振動シーケンスの目的は、アジキューブ上に十分なパーツ数を適切に広げ、新たにピック可能なパーツを検出できるようにすることです。
振動シーケンスを開始するには、+ ボタンをクリックし、動作を追加します。各動作の説明は以下の通りです。
注意
振動シーケンスは、最大7つの動作を登録できます。
供給動作
スマート供給 
ほとんどの場合、この動作をシーケンスの最初に実施する必要があります。スマート供給では、自動的に比例計算した時間だけホッパーを振動させ、アジキューブに最適量のパーツを供給します。
スマート供給の持続時間は、最初にアジキューブ上にあるパーツ数に依存します。検出されたパーツが多いほど振動時間は短くなり、プラットフォーム上のパーツ数が上限に達すると、振動時間はゼロまで減少します。その中間では、振動持続時間はリニアに補間されます。
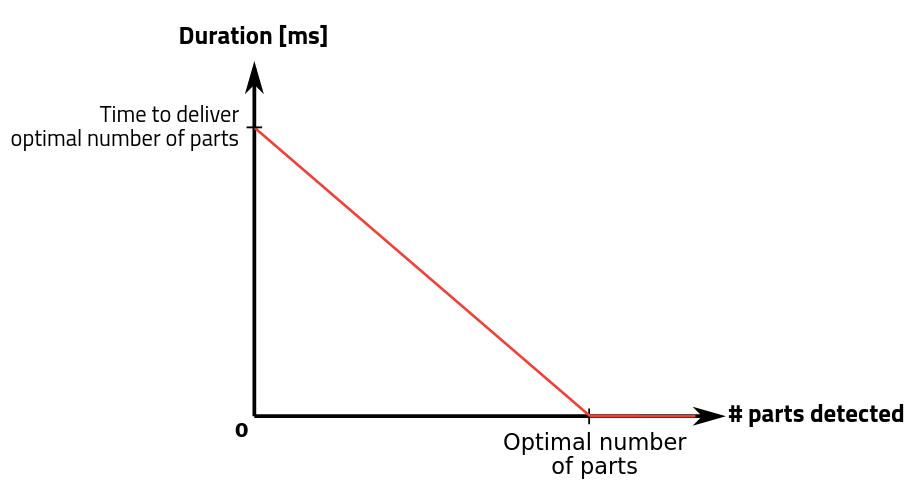
図 98 スマート供給を使って、ホッパー持続時間の調整
例えば、 前のステップの結果で最適数が40個と定義され、振動時間(最適数を得るために必要とした時間)が 1000ms であったとします。
【第1のケース】プラットフォーム上にパーツが存在しない場合、効率的な振動時間は 1000ms です。
【第2のケース】プラットフォーム上に20個のパーツが検出された場合、効率的な振動時間は 500ms です。
【第3のケース】プラットフォーム上に30個のパーツが検出された場合、効率的な振動時間は 250ms です。
40個以上のパーツが検出された場合は、ホッパーの振動は必要ありません。
ホッパー供給 
標準のホッパー供給では、アジキューブ上のパーツ数に関係なく、常に同じ 固定 の持続時間でホッパーを振動させます。
重要
この振動を連続して使用することは、アジキューブに十分なパーツを配置することを担保することは難しく、また最悪の場合、アジキューブにパーツを供給しすぎてしまう可能性もあるため、推奨しません。
この方法の利点は、ホッパーの振動が常に既知の決まった時間となる点です。
センタリング動作
スマートセンタリング 
スマートセンタリングは、自動的にパーツをセンタリングするために使用されます。左右、前後の振動の中から最適な振動を組み合わせることにより、パーツの任意の初期位置からアジキューブの中央寄せを行います。
振動の持続時間は、すべてのパーツの重心の位置に依存します。振動の持続時間は 1.プラットフォームの振動 ステップでプラットホームを横切るために入力した時間に比例します。

図 99 スマートセンタリングによるシーケンス
重要
各方向の振動の持続時間として、パーツがプラットフォーム全体を横切るための時間を設定しておくことが重要です。スマートセンタリング 振動の有効性は、これらのパラメータが良好に調整されているかどうかに依存します。
注意
インターフェース上に表示されている時間は、この動作が必要とする最大の時間です。実際の振動時間は、通常この値より短くなります。
交差中央寄せと長軸中央寄せ  +
+ 
注意
これらのセンタリング動作は、Asycube 240/380/530 でのみ使用できます。
クロスセンタリング(交差中央寄せ)は、アジキューブの中央の垂直線上へパーツを移動させ、長軸中央寄せは、アジキューブの水平線上へパーツを移動させます。この2つを続けて動作させると、パーツはアジキューブの中央へ寄せられます。スマートセンタリングよりも持続時間が長くなる可能性がありますが、自動運転中のシーケンスの持続時間が毎回同じ、という利点があります。

図 100 交差中央寄せと長軸中央寄せのシーケンス
その他の動作
その他の動作には、 1.プラットフォームの振動 ステップで調整した個々の動作と、いくつかの特殊な動作が含まれています。
基本的な動作:左、右、後方、前方 



これらの動作は、部品を特定の方向に移動させるために使用することができます。これらの動きは、構造化プレート(穴、溝付き)を使ってロボットがピックする場合に、部品をより有利な位置へ移動させる時に、非常に有用な場合があります。
フリップ 
フリップ(反転)は、部品同士が接触しすぎるのを避けるため、また部品の向きを反転させるために使用します。シーケンスの中で、この動作をセンタリング動作の後に実施することを強く推奨します。
待ち時間 
部品が静停するのを待つために使用します。
重要
シーケンスの終了時の動作として、必ず静停する時間を設けてください。これにより、画像取得中に部品が動かないようにすることができます。静停する時間がなかったり、短すぎたりすると、ピッキング時に問題が発生する可能性があります。
ヒント
アンチローリングプレートを使用することにより、静停時間を短縮することができます。
パージアクション 

これらの動作は、パージ・フラップの動作を制御するために使用されます。パージを開く ![]() またはパージを閉じる
またはパージを閉じる ![]() を追加するとき、シーケンスの次の動作を実行する前にシステムが待機する時間を調整することができます。
を追加するとき、シーケンスの次の動作を実行する前にシステムが待機する時間を調整することができます。
重要
パージフラップが開いているときは、左右以外の振動を使わないでください。このルールを守らないと、機構が修復不可能なほど破損する可能性があります。
注意
パージの動作には、2つの動作分が必要です。つまり、「開く」と「閉じる」の両方のパージの動作を追加した場合、7つの動作までの制限に達するまで、残り3つの動作しか追加できません。
ヒント
パージフラップは開くのに約3秒かかるので、1つのパージ動作には少なくともこの時間を使うことをお勧めします。
振動シーケンスのテスト
Asycube Studio offers the possibility to test your sequence before running it in production in order to validate its efficiency. As Asycube Studio does not have access to a vision feedback, you will need to inform how many parts are on the Asycube and where they are placed. These two data will be sent by your vision system while running in production when executing a sequence via the ES - Execute sequence command.
Asycube Studio は、必須のパラメータが全て入力されるまで、 をクリックできません。
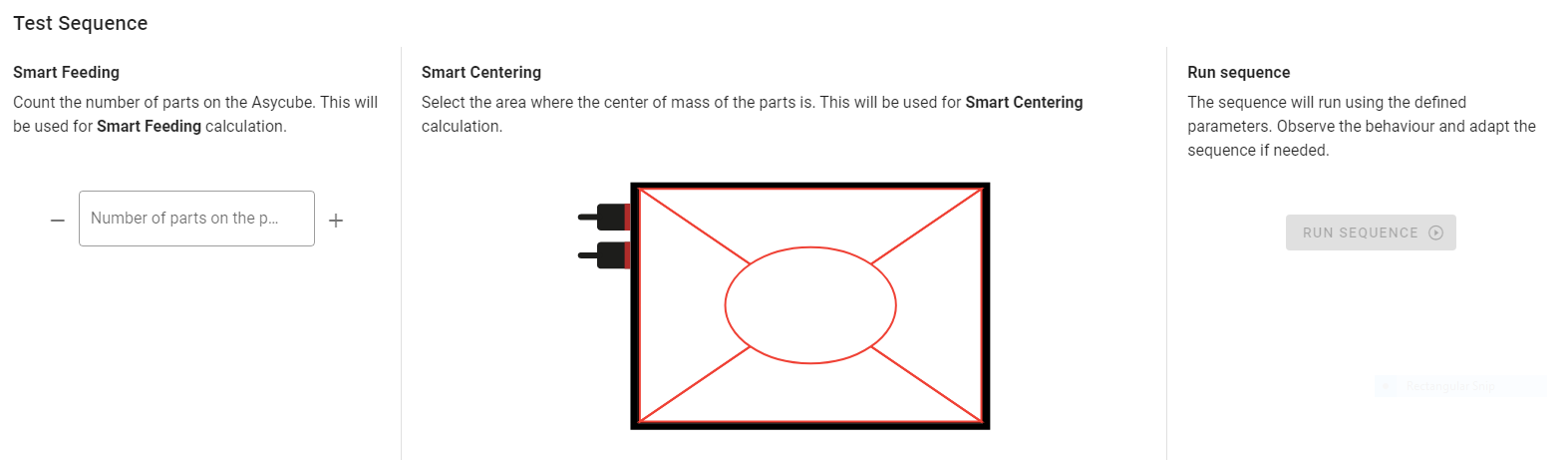
図 101 シーケンスエリアをテスト
スマート供給 ![]() 動作を使用した場合、アジキューブ上のパーツの数を数え、最初のエリアに入力してください。
動作を使用した場合、アジキューブ上のパーツの数を数え、最初のエリアに入力してください。
スマートセンタリング ![]() 動作を使用した場合は、プレートを観察し、プラットフォーム上のパーツの重心に対応する部分をクリックしてください。
動作を使用した場合は、プレートを観察し、プラットフォーム上のパーツの重心に対応する部分をクリックしてください。
それから、 をクリックして振動をテストしてください。シーケンスが始まり、実行にかかった時間が表示されます。
ヒント
さまざまな手順でシーケンスをテストします(アジキューブ 上にパーツがない場合、ホッパーが満杯になっている場合、アジキューブ上にパーツが最適量ある場合、パーツが隅にかたまりになっている場合など)。この時点で、シーケンスを実行した後のピック可能な平均パーツ数をカウントすることで、アプリケーションが達成可能なサイクルタイムを予想することができます。
振動シーケンスに満足したら、下の を使ってレシピを閉じてください。レシピの保存を選択します。データがアジキューブ内に保存されるのに数秒かかります。その後、 レシピ ページが開きます。